چرخه کاری اینورتر جوشکاری چیست؟
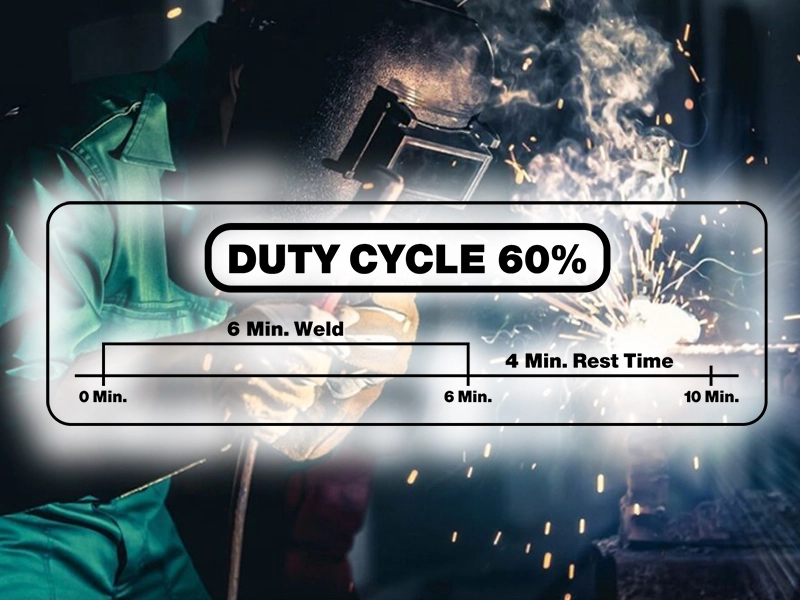
چرخه کاری یا دیوتی سایکل (Duty Cycle) در اینورتر جوشکاری عبارت است از درصدی از زمان در یک بازه ۱۰ دقیقه ای که دستگاه می تواند در یک آمپر مشخص به طور مداوم کار کند، بدون اینکه به علت گرم شدن بیش از حد خاموش شود یا آسیب ببیند. به عبارت ساده تر، این مفهوم به شما می گوید دستگاه جوش شما چقدر می تواند بدون وقفه کار کند و چه زمانی نیاز به استراحت دارد. فرض کنید یک دستگاه جوش خریده اید که در مشخصات آن نوشته شده، چرخه کاری ۶۰% در ۲۰۰ آمپر؛ این یعنی شما می توانید ۶ دقیقه از هر ۱۰ دقیقه را با جریان ۲۰۰ آمپر جوشکاری کنید و باید ۴ دقیقه به دستگاه استراحت دهید تا خنک شود.
اگر این محدودیت را رعایت نکنید، ممکن است به دلیل گرم شدن بیش از حد قطعات داخلی دستگاه آسیب ببیند یا حتی بسوزد. متأسفانه بسیاری از خریداران به این مشخصه بسیار مهم توجه نمی کنند و تنها به حداکثر آمپر خروجی دستگاه نگاه می کنند. آن ها بعداً متوجه می شوند که دستگاه مدام خاموش می شود و نمی توانند پروژه های خود را به موقع تکمیل کنند. شناخت کافی از چرخه کاری می تواند به شما کمک کند تا دستگاهی متناسب با نیاز های واقعی خود انتخاب کنید. همچنین اطلاع کافی از چرخه کاری اینورتر جوشکاری خریداری شده، به شما کمک می کند تا طبق دستورالعمل دستگاه پیش بروید و سلامت دستگاه به خطر نیفتد.
اهمیت چرخه کاری در انتخاب اینورتر جوشکاری
چرخه کاری یکی از کلیدی ترین مشخصه هایی است که کیفیت و توانایی واقعی یک دستگاه جوش را نشان می دهد. شاید برایتان جالب باشد که بدانید دو دستگاه جوشکاری با آمپراژ خروجی یکسان (مثلاً هر دو ۲۰۰ آمپر) می توانند چرخه کاری کاملاً متفاوتی داشته باشند، و این تفاوت می تواند قیمت دستگاه را تا دو برابر افزایش دهد. دلیل اهمیت چرخه کاری به ماهیت فرآیند جوشکاری برمی گردد.
در این فرآیند، جریان الکتریکی قوی از دستگاه عبور می کند و گرمای بسیار زیادی تولید می شود. این گرما علاوه بر نقطه جوش، به داخل دستگاه نیز منتقل می شود. قطعات الکترونیکی حساس مانند ترانزیستورهای IGBT، ترانسفورماتورها، خازن ها و مقاومت ها همگی در معرض این گرما قرار دارند و اگر دمای آنها از حد مشخصی فراتر رود، عملکردشان مختل می شود یا حتی ممکن است بسوزند و از کار بیفتند.
تصور کنید در یک روز گرم تابستان مشغول جوشکاری یک سازه فلزی بزرگ هستید. قطعات ضخیم فلزی نیاز به آمپراژ بالا و جوشکاری مداوم دارند. اگر دستگاه شما چرخه کاری پایینی داشته باشد، مدام مجبور به توقف کار می شوید تا دستگاه خنک شود. این توقف های مکرر نه تنها زمان کار را افزایش می دهد، بلکه می تواند باعث کاهش کیفیت نتیجه جوش شود، زیرا فلز پایه سرد می شود و جوش بعدی ممکن است به خوبی با جوش قبلی ترکیب نشود.
از طرف دیگر، بسیاری از کاربران خانگی یا تعمیرکاران که به صورت متناوب و برای مدت کوتاه جوشکاری می کنند، نیازی به دستگاهی با چرخه کاری بسیار بالا ندارند و خرید چنین دستگاهی برای آنها اتلاف هزینه خواهد بود. بنا به گفته سایت sciencedirect.com اهیمت چرخه کاری در جوشکاری عبارت است از:
Duty cycle ensures the solenoid valve operates efficiently without overheating, balancing on-time and off-time for optimal performance
چرخه کاری تضمین می کند که دستگاه به صورت کارآمد و بدون گرم شدن بیش از حد عمل کند و با متعادل سازی زمان روشن و خاموش، عملکرد بهینه ای داشته باشد.
رابطه آمپراژ و چرخه کاری در اینورتر جوشکاری
یکی از نکات مهم در مورد چرخه کاری این است که با تغییر آمپراژ، چرخه کاری نیز تغییر می کند. یک رابطه معکوس بین آمپراژ و چرخه کاری وجود دارد؛ یعنی هر چقدر آمپراژ را کاهش دهید، چرخه کاری افزایش می یابد و یا هر چه آمپراژ افزایش پیدا کند، در نتیجه میزان چرخه کاری دستگاه کاهش پیدا می کند.
برای درک بهتر این موضوع، تصور کنید یک دستگاه جوش با مشخصات زیر دارید:
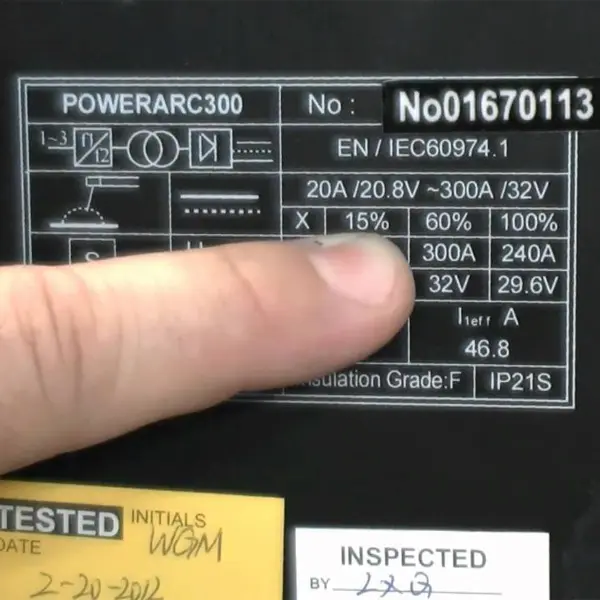
چرخه کاری در ۲۰۰ آمپر = ۳۰%
چرخه کاری در ۱۶۰ آمپر = ۶۰%
چرخه کاری در ۱۲۰ آمپر = ۱۰۰%
این بدان معناست که اگر به آمپراژ بالا نیاز ندارید، می توانید مدت زمان بیشتری بدون وقفه جوشکاری کنید. مثلاً اگر قطعات نازک تری را جوش می دهید که به ۱۲۰ آمپر نیاز دارند، می توانید بدون هیچ محدودیتی به طور مداوم جوشکاری کنید.
اما چرا چنین رابطهای وجود دارد؟
پاسخ این سوال به قانون ژول برمی گردد. گرمای تولید شده در مدار الکتریکی متناسب با مربع جریان است (P = I² × R). یعنی اگر جریان را دو برابر کنید، گرمای تولید شده چهار برابر می شود! به همین دلیل است که افزایش آمپر تأثیر بسیار زیادی بر کاهش چرخه کاری دارد. به عنوان یک مثالی کاربردی، فرض کنید در حال جوشکاری ورق های فلزی برای ساخت یک قفسه هستید. اگر از ورق های نازک ۲ میلی متری استفاده می کنید، احتمالاً به آمپراژ حدود ۸۰-۱۰۰ استفاده می کنید که چرخه کاری بالایی دارد و می توانید بدون وقفه کار کنید. اما اگر در حال جوشکاری پروفیل های ضخیم ۸ میلی متری هستید، نیاز به آمپراژ بالاتری (حدود ۱۸۰-۲۰۰) دارید و باید به محدودیت چرخه کاری توجه داشته باشید.

نحوه محاسبه و استاندارد تست چرخه کاری
محاسبه چرخه کاری با فرمولی ساده انجام می شود:
چرخه کاری (%) = (زمان جوشکاری ÷ زمان کل) × ۱۰۰

زمان کل معمولاً ۱۰ دقیقه در نظر گرفته می شود که به عنوان یک استاندارد جهانی پذیرفته شده است. به عنوان مثال، اگر دستگاهی میتواند ۳ دقیقه از ۱۰ دقیقه را جوشکاری کند، چرخه کاری آن ۳۰% خواهد بود. اما نکته مهم اینجاست که استانداردهای مختلفی برای تست چرخه کاری وجود دارد و همه سازندگان از یک استاندارد واحد پیروی نمی کنند. معتبرترین استاندارد تست چرخه کاری، استاندارد اروپایی EN60974-1 است که استاندارد استرالیایی AS60974-1 نیز بر اساس آن تدوین شده است.
در این استاندارد، تست چرخه کاری در شرایط بسیار سختگیرانه ای انجام می شود. دمای محیط ۴۰ درجه سانتی گراد در نظر گرفته می شود (که یک محیط بسیار گرم برای کار است) و دستگاه ابتدا با جوشکاری مداوم “گرم” می شود تا حداقل دو بار به دلیل اضافه بار حرارتی خاموش شود، سپس تست اصلی انجام می شود. متأسفانه برخی سازندگان از روش های ساده تری استفاده می کنند که نتایج دقیقی ارائه نمی دهد. مثلاً ممکن است تست را در دمای اتاق معمولی (۲۵ درجه) انجام دهند یا از دستگاه سرد شروع کنند. این تفاوت ها می تواند باعث اعلام چرخه کاری بالاتر از حد واقعی شود.
تجربه یکی از مشتریان ما این موضوع را به خوبی نشان می دهد. او یک دستگاه جوش با چرخه کاری اعلام شده ۶۰% در ۲۰۰ آمپر خریداری کرده بود، اما در عمل دستگاه پس از حدود ۴ دقیقه جوشکاری مداوم خاموش می شد، یعنی چرخه کاری واقعی حدود ۴۰% بوده است. پس از بررسی مشخص شد که سازنده تست را در دمای ۲۵ درجه انجام داده بود، در حالی که محیط کار مشتری یک کارگاه با دمای حدود ۳۵ درجه در تابستان بود.
انتخاب الکترود مناسب با کاربرد
جریان مناسب برای هر سایز الکترود یکی از اصلی ترین اصول موفقیت در جوشکاری است و برای بهبود سیکل کاری نیز مزایایی دارد. استفاده از جریان نادرست می تواند باعث ضعف شدن جوش، ایجاد عیوب، یا سوختن الکترود شود. ما در مقاله تاثیر قطر الکترود و شدت جریان در جوشکاری، کاربرا را از انتخاب سایز الکترود مناسب کاملا مطلع ساخته ایم.
انتخاب درست جریان برای الکترود های مختلف:
قاعده کلی: اگر الکترود شما سایز 3/32 اینچ (2 میلی متر) باشد، برای هر 1/32 اینچ افزایش در قطر الکترود، حدود 40-50 آمپر به جریان آن اضافه میشود.
جدول جریان جوش مناسب برای سایزهای مختلف الکترود
| سایز الکترود (میلیمتر) | سایز الکترود (اینچ) | محدوده جریان (آمپر) | کاربرد متداول |
|---|---|---|---|
| 2 | 3/32 | 50-70 | ورق های نازک |
| 2.5 | 5/64 | 60-80 | ورق های نازک تا متوسط |
| 3.2 | 1/8 | 80-130 | کاربرد عمومی |
| 4 | 5/32 | 120-150 | ورق های متوسط |
| 5 | 3/16 | 150-250 | ورق های ضخیم |
| 6 | 1/4 | 250-450 | ورق های خیلی ضخیم |
توجه: مقادیر فوق برای حالت عادی جوشکاری افقی در نظر گرفته شده است. در جوشکاری در موقعیتهای خاص (عمودی یا سقفی) ممکن است جریان کمی کاهش یابد.
نکات ضروری در انتخاب جریان:
- آمپراژ بسیار کم: الکترود نمیچسبد و قوس الکتریکی ناپایدار می شود.
- آمپراژ زیاد: الکترود می سوزد و پاشش فلز زیاد می شود.
- توصیه مهم: همیشه با حداقل جریان شروع کنید و تدریجاً افزایش دهید تا آمپراژ مناسب پیدا شود.
عوامل موثر بر انتخاب جریان:
- نوع و مارک الکترود: الکترود های مختلف با ترکیبات و پوشش های متفاوت، نیازمند شدت جریان خاصی هستند. توجه داشته باشید که هر مارک الکترود ممکن است با توجه به مشخصات فنی خود، جریان بهینه متفاوتی را نیاز داشته باشد.
- جنس فلز پایه: فلزهای مختلف مانند فولاد، آلومینیوم یا استیل ضد زنگ، هدایت حرارتی و واکنش متفاوتی به حرارت دارند. هر فلز بسته به نوعش به شدت جریان خاص برای ایجاد اتصال مناسب و جلوگیری از آسیب نیاز دارد.
- ضخامت فلز: هرچه ضخامت فلز افزایش یابد، نیاز به شدت جریان بالاتری برای نفوذ مناسب جوش در کل مقطع فلز احساس می شود. در مقابل، برای ورق های نازک جریان پایین تر توصیه می شود تا از سوراخ شدن فلز جلوگیری گردد.
- وضعیت جوشکاری (افقی، عمودی، سقفی): در حالات مختلف قرارگیری قطعه مانند افقی، عمودی یا سقفی، جریان بهینه تغییر می کند. به طور معمول در جوشکاری های بالای سر (سقفی)، از شدت جریان پایین تری استفاده می شود تا از جاری شدن مواد مذاب جلوگیری شود.
- تجربه جوشکار: جوشکاران حرفه ای ممکن است با آزمون و خطا و تجربه شخصی خود، شدت جریان را کمی متفاوت از توصیه های استاندارد انتخاب کنند تا نتیجه بهتری بگیرند. توانایی کنترل و تنظیم جریان مناسب، از مهارت های مهم یک جوشکار است.
عوامل مؤثر بر چرخه کاری دستگاه جوش
چرخه کاری یک دستگاه جوش تحت تأثیر عوامل متعددی قرار دارد که شناخت آنها می تواند به شما در انتخاب و استفاده بهتر از دستگاه کمک کند.
دمای محیط
دمای محیط یکی از مهم ترین عواملی است که بر چرخه کاری تأثیر می گذارد. همانطور که قبلاً ذکر شد، چرخه کاری اعلام شده معمولاً در دمای استاندارد (بین ۲۵ تا ۴۰ درجه سانتی گراد بسته به استاندارد تست) محاسبه می شود.
در دماهای بالاتر، دستگاه سریع تر گرم می شود و چرخه کاری کاهش می یابد. این موضوع به خصوص در تابستان و در مناطق گرمسیر اهمیت بیشتری پیدا می کند. برای مثال، اگر چرخه کاری دستگاه شما در دمای ۲۵ درجه حدود ۶۰% باشد، همان دستگاه در دمای ۴۰ درجه ممکن است چرخه کاری ۴۰-۴۵% داشته باشد.
از طرف دیگر، در دما های پایین تر (مثلاً در زمستان یا در محیط های خنک)، چرخه کاری می تواند بیشتر از مقدار اعلام شده باشد، زیرا دستگاه کندتر گرم می شود و سریع تر نیز خنک می شود.
یکی از مشتریان ما تعریف میکرد که دستگاه جوش او در فصل زمستان به راحتی ۸ دقیقه از هر ۱۰ دقیقه را بدون مشکل کار می کرد، اما همان دستگاه در تابستان بعد از ۵-۶ دقیقه کار مداوم خاموش میشد.
سیستم خنک کنندگی
کیفیت سیستم خنک کنندگی دستگاه، تأثیر مستقیمی بر چرخه کاری دارد. دستگاه های با کیفیت بالاتر معمولاً از سیستم های خنک کنندگی قوی تری برخوردارند که شامل فن های بزرگتر، کانال های هوایی بهتر طراحی شده و رادیاتورهای بزرگ تری دارند.
برخی از دستگاه های پیشرفته از چندین فن برای خنک سازی استفاده می کنند یا حتی از سیستم های خنک کنندگی مایع بهره می برند یا بعضی از مدل های اینورتر جوشکاری رونیکس از فن توربو استفاده می کنند که کارایی بسیار بالاتری دارد. این سیستم ها می توانند گرما را سریع تر از دستگاه خارج کنند و در نتیجه چرخه کاری را افزایش دهند.
نکته جالب اینکه در برخی دستگاه های ارزان قیمت، به جای استفاده از فن های قوی، از فن های کوچک تر و ارزان تر استفاده می شود که صدای زیادی تولید می کنند تا کاربر تصور کند سیستم خنک کنندگی قوی است، در حالی که در واقع کارایی چندانی ندارند.
کیفیت قطعات و طراحی
کیفیت قطعات الکترونیکی و طراحی حرارتی دستگاه نقش مهمی در چرخه کاری دارد. قطعات با کیفیت بالاتر می توانند دما های بالاتری را تحمل کنند و کمتر در معرض آسیب حرارتی قرار می گیرند.
برای مثال، ترانزیستورهای IGBT با کیفیت بالا می توانند دمای کاری بالاتری را تحمل کنند و گرمای کمتری تولید می کنند. همچنین، طراحی حرارتی مناسب که از گرادیان حرارتی (توزیع یکنواخت گرما) بهره می برد و از نقاط داغ (Hot Spots) جلوگیری می کند، می تواند چرخه کاری را به طور قابل توجهی بهبود بخشد.
یکی از روش های طراحی مناسب، استفاده از صفحات فلزی ضخیم برای نصب قطعات قدرت (مانند ترانزیستورها) است که با کمک خمیر سیلیکون مخصوص، گرما را به بدنه دستگاه منتقل می کنند. این روش باعث می شود کل بدنه دستگاه به عنوان یک رادیاتور عمل کند و گرما سریع تر دفع شود.

چرخه کاری در انواع مختلف جوشکاری
اهمیت چرخه کاری در روش های مختلف جوشکاری متفاوت است. درک این تفاوت ها می تواند به شما در انتخاب دستگاه مناسب با نیاز های خود کمک کند.
چرخه کاری در جوشکاری MIG/CO2
جوشکاری MIG (Metal Inert Gas) یا MAG (Metal Active Gas) که به آن CO2 نیز گفته می شود، یک فرآیند نیمه اتوماتیک است که در آن سیم جوش به طور مداوم تغذیه می شود. این ویژگی باعث می شود جوشکار بتواند برای مدت طولانی تری بدون توقف جوشکاری کند. در جوشکاری MIG، چرخه کاری اهمیت بالایی دارد، زیرا این روش معمولاً برای جوشکاری طولانی و مداوم استفاده می شود. در محیط های تولیدی که نیاز به جوشکاری قطعات متعدد یا درزهای طولانی است، دستگاهی با چرخه کاری بالا باید تهیه بشود.
تصور کنید در حال ساخت یک مخزن فلزی بزرگ هستید و باید درزهای طولانی را به صورت مداوم جوش دهید. اگر دستگاه شما چرخه کاری پایینی داشته باشد، مجبورید در میانه کار متوقف شوید تا دستگاه خنک شود. این توقف ها نه تنها زمان کار را افزایش می دهد، بلکه ممکن است باعث ایجاد جوش های نا هماهنگ و ناقص بشود.
برای کاربرد های صنعتی و حرفه ای جوشکاری MIG، دستگاه هایی با چرخه کاری حداقل ۶۰% توصیه می شود. در موارد تولیدی و خط مونتاژ، دستگاه هایی با چرخه کاری ۸۰% تا ۱۰۰% مورد نیاز است.
با این حال، برای کار های تعمیراتی و پروژه های کوچک که جوشکاری به صورت متناوب انجام می شود، دستگاه هایی با چرخه کاری ۴۰% تا ۶۰% نیز می تواند جوابگو باشد.
چرخه کاری در جوشکاری TIG
جوشکاری TIG (Tungsten Inert Gas) یا GTAW (Gas Tungsten Arc Welding) که به آن آرگون نیز گفته می شود، یک فرآیند دقیق و ظریف است که معمولاً برای جوشکاری فلزات نازک یا غیرآهنی استفاده می شود. در جوشکاری TIG، اهمیت چرخه کاری بسته به نوع کار متفاوت است. برای کار های ظریف روی قطعات کوچک با آمپراژ پایین، چرخه کاری چندان مهم نیست زیرا دستگاه به حد نهایی چرخه کاری خود نمی رسد.
به عنوان مثال، اگر در حال جوشکاری ورق های نازک آلومینیومی با آمپراژ ۸۰-۱۰۰ هستید، حتی دستگاهی با چرخه کاری ۳۵% میتواند برای مدت طولانی بدون مشکل کار کند. اما برای جوشکاری های طولانی مدت مانند لولهکشی یا قطعات بزرگ، چرخه کاری بالاتر مورد نیاز است. به خصوص اگر از آمپراژ بالا برای جوشکاری فلزات ضخیم استفاده می کنید، باید به چرخه کاری دستگاه توجه ویژه ای داشته باشید.
نکته مهم در جوشکاری TIG، تأثیر نوع تورچ بر چرخه کاری است. تورچ های هواخنک برای کار های سبک تر و با آمپراژ کمتر مناسب هستند، در حالی که تورچ های آب خنک برای کار های سنگین تر و با آمپراژ بالاتر استفاده می شوند. استفاده از تورچ آب خنک می تواند چرخه کاری را به طور قابل توجهی افزایش دهد. یکی از مشتریان ما که در زمینه ساخت مخازن استیل ضدزنگ فعالیت می کند، تعریف می کرد که با تغییر تورچ خود از هوا خنک به آب خنک، توانسته زمان کار مداوم را از ۵-۶ دقیقه به بیش از ۱۵ دقیقه بدون توقف افزایش دهد.
چرخه کاری در جوشکاری الکترود (MMA)
جوشکاری الکترود یا MMA (Manual Metal Arc) یا SMAW (Shielded Metal Arc Welding) که به آن استیک (Stick) نیز گفته می شود، یک فرآیند کاملاً دستی است. در این روش، جوشکار باید عملیات متعددی مانند تعویض الکترود، جدا کردن سرباره و تمیز کردن محل جوش را انجام دهد. این مکث های طبیعی به دستگاه فرصت خنک شدن می دهد. به همین دلیل، چرخه کاری در این روش اهمیت کمتری نسبت به MIG یا TIG دارد.
در واقعیت، یک جوشکار الکترودی معمولاً تنها ۳۰-۴۰% از زمان کار را صرف جوشکاری واقعی می کند و بقیه زمان صرف تعویض الکترود، تمیزکاری و آماده سازی می شود. به همین دلیل، حتی دستگاهی با چرخه کاری ۴۰% معمولاً می تواند نیاز های بیشتر کاربران جوشکاری الکترود را برآورده کند.
- برای استفاده های خانگی و تعمیراتی، دستگاه هایی با چرخه کاری ۳۰% تا ۴۰% در حداکثر آمپراژ معمولاً کافی است.
- برای استفاده های نیمه صنعتی، دستگاه هایی با چرخه کاری ۵۰% تا ۶۰% توصیه می شود.
- برای کار های خاص مانند هاردفیسینگ (پوشش دهی سخت) که نیاز به جوشکاری مداوم دارند، چرخه کاری بالاتر (۶۰% یا بیشتر) ضروری است.

چرا دستگاه جوش گاهی زودتر از چرخه کاری اعلام شده خاموش می شود؟
یکی از سؤالات رایجی که مشتریان می پرسند این است که چرا دستگاه جوش آنها زودتر از آنچه بر اساس چرخه کاری اعلام شده انتظار دارند، خاموش می شود. عوامل متعددی می توانند باعث این مشکل شوند که در ادامه آن ها را بررسی خواهیم کرد.
محل قرارگیری نامناسب و تهویه ضعیف
یکی از شایع ترین دلایل خاموش شدن زود هنگام دستگاه، قرار دادن آن در محلی با تهویه نامناسب است. دستگاه جوش باید در محلی قرار گیرد که گردش هوا به خوبی انجام شود. اگر دستگاه را در یک فضای بسته یا نزدیک به دیوار قرار دهید، گرما نمی تواند به درستی دفع شود و دستگاه زودتر گرم می شود. توصیه می شود دستگاه از دیوار و سایر موانع حداقل ۲۰ تا ۳۰ سانتی متر فاصله داشته باشد تا هوا بتواند آزادانه اطراف دستگاه جریان یابد. همچنین، قرار دادن دستگاه روی سطوح فلزی می تواند به دفع بهتر گرما کمک کند.
دمای محیط بالاتر از استاندارد
همانطور که قبلاً اشاره شد، چرخه کاری اعلام شده معمولاً در دمای استاندارد (۲۵ تا ۴۰ درجه سانتی گراد) تست می شود. اگر دمای محیط کار شما بیشتر از این مقدار باشد، چرخه کاری کاهش مییابد. این مشکل به خصوص در تابستان یا در کارگاه های بدون تهویه مناسب شایع است. در چنین شرایطی، می توانید با نصب یک فن قوی برای گردش هوا یا حتی یک کولر در محیط کار، شرایط را بهبود بخشید.
تجربه نشان داده که کاهش دمای محیط حتی به میزان ۵ درجه می تواند چرخه کاری را تا ۱۵-۲۰% افزایش دهد. این یعنی شما می توانید به جای ۴ دقیقه، حدود ۵ دقیقه در هر ۱۰ دقیقه جوشکاری کنید که تفاوت قابل توجهی در بهره وری از دستگاه ایجاد می کند.
استفاده از ولتاژ بالاتر از حد مجاز
در برخی موارد، کاربران برای دستیابی به جوش عمیق تر یا سرعت جوشکاری بیشتر، ولتاژ دستگاه را بیش از حد مجاز افزایش میدهند. این کار باعث افزایش توان خروجی و در نتیجه تولید گرمای بیشتر می شود که میتواند چرخه کاری را کاهش دهد. توجه داشته باشید که هر دستگاهی برای کار در محدوده خاصی از ولتاژ طراحی شده است. افزایش ولتاژ بیش از این محدوده نه تنها چرخه کاری را کاهش میدهد، بلکه میتواند به قطعات داخلی دستگاه آسیب برساند.
کثیفی و گرد و غبار
تجمع گرد و غبار و آلودگی در داخل دستگاه می تواند مسیر جریان هوا را مسدود کند و کارایی سیستم خنک کننده را کاهش دهد. این مشکل به خصوص در محیط های صنعتی و کارگاهی که گرد و غبار زیادی دارند، شایع است. تمیز کردن منظم دستگاه با استفاده از هوای فشرده (البته با فشار کم و در حالی که دستگاه خاموش است) می تواند به بهبود جریان هوا و افزایش چرخه کاری کمک کند. توصیه می شود هر ۲-۳ ماه یکبار این کار را انجام دهید.
طول کابل های جوشکاری
استفاده از کابل های طولانی تر از حد مجاز یا کابل هایی با مقطع نامناسب (نازک)، می تواند باعث افت ولتاژ و افزایش مقاومت شود. این امر منجر به تولید گرمای بیشتر در کابل ها و همچنین افزایش بار حرارتی داخل دستگاه می شود. توصیه می شود از کابل هایی با کیفیت و با مقطع متناسب با آمپراژ دستگاه استفاده کنید. هرچه آمپراژ بالاتر باشد، مقطع کابل باید ضخیم تر باشد. همچنین، طول کابل را تا حد امکان کوتاه نگه دارید.
(تجربه نشان داده که کاهش طول کابل از ۱۰ متر به ۵ متر میتواند افت ولتاژ را تا ۵۰% کاهش دهد و در نتیجه چرخه کاری را بهبود بخشد)
راهکارهای افزایش چرخه کاری دستگاه جوش
با رعایت نکات زیر می توانید چرخه کاری دستگاه جوش خود را افزایش دهید یا حداقل از کاهش آن جلوگیری کنید:
| موضوع | شرح |
|---|---|
| بهبود تهویه و خنکسازی | از قرار دادن دستگاه در فضاهای بسته، کابینت ها یا نزدیک به دیوار خودداری کنید. اطراف دستگاه را خلوت نگه دارید تا هوا بتواند به راحتی جریان یابد. در صورت امکان، از یک فن اضافی برای بهبود جریان هوا استفاده کنید. این فن را طوری قرار دهید که هوای خنک را به سمت دستگاه بدمد یا هوای گرم را از دستگاه دور کند. توجه داشته باشید که فن نباید گرد و غبار را به سمت دستگاه هدایت کند. |
| نگهداری منظم و تمیز کردن دستگاه | گرد و غبار و آلودگی داخل دستگاه را به طور منظم با استفاده از هوای فشرده تمیز کنید. قبل از این کار، حتماً دستگاه را خاموش کنید و از برق بکشید. از فشار هوای ملایم استفاده کنید تا به قطعات آسیب نرسد. توصیه می شود این کار را هر ۲-۳ ماه یکبار انجام دهید. دریچه های تهویه و فن ها را به طور منظم بررسی کنید و از تمیز بودن و عملکرد صحیح آنها اطمینان حاصل کنید. |
| استفاده از کابلهای مناسب | از کابل های با کیفیت و با مقطع مناسب استفاده کنید. کابل هایی با مقطع بزرگ تر مقاومت کمتری دارند و گرمای کمتری تولید می کنند. برای مثال، برای جوشکاری با آمپراژ ۱۸۰-۲۰۰، کابل با مقطع حداقل ۳۵ میلی متر مربع توصیه می شود. طول کابل ها را تا حد امکان کوتاه نگه دارید. هر چه طول کابل بیشتر باشد، افت ولتاژ بیشتر می شود که منجر به کاهش عملکرد و افزایش گرما میشود. |
| تنظیم آمپراژ مناسب | سعی کنید از کمترین آمپراژ لازم برای کار خود استفاده کنید. بسیاری از جوشکاران تمایل دارند آمپراژ را بیش از حد لازم افزایش دهند؛ اما این کار باعث تولید گرمای بیشتر و کاهش چرخه کاری می شود. برای مثال، اگر در حال جوشکاری با الکترود ۳.۲۵ میلی متری هستید، محدوده آمپراژ معمول بین ۹۰ تا ۱۳۰ آمپر است. استفاده از ۱۰۰ آمپر به جای ۱۳۰ آمپر می تواند چرخه کاری را تا ۴۰% افزایش دهد، در حالی که در اکثر موارد، کیفیت جوش تفاوت چندانی نخواهد داشت. |
| برنامهریزی کار | کار خود را طوری برنامه ریزی کنید که زمان های استراحت دستگاه با فعالیت های دیگر همزمان شود. برای مثال، می توانید در زمانی که دستگاه در حال خنک شدن است، قطعات را آماده کنید، جوش های قبلی را تمیز کنید یا اندازهگیری و علامت گذاری انجام دهید. اگر امکان دارد، از چند قطعه کار به طور همزمان استفاده کنید. در این صورت، می توانید در زمانی که یک قطعه در حال خنک شدن است، روی قطعه دیگر کار کنید. |
نکات مهم برای بهبود چرخه کاری
- دستگاه را در محیطی با تهویه مناسب قرار دهید. در محیطهای بسیار گرم، استفاده از کولر یا تهویه مطبوع می تواند تأثیر چشمگیری بر چرخه کاری داشته باشد. حتی کاهش دمای محیط به میزان ۵-۱۰ درجه می تواند چرخه کاری را تا ۲۰-۳۰% افزایش دهد.
- گاهی اوقات، ممکن است فن دستگاه خراب شود اما دستگاه همچنان کار کند. در این حالت، چرخه کاری به شدت کاهش می یابد. اتصالات کابل ها را بررسی کنید و از محکم بودن آنها اطمینان حاصل کنید. اتصالات شل می توانند باعث افزایش مقاومت و تولید گرما شوند.
- کابلهای آسیبدیده یا فرسوده را تعویض کنید. آسیب به روکش کابل یا خوردگی در اتصالات میتواند باعث افزایش مقاومت و تولید گرما شود.
- استفاده از تکنیک های جوشکاری صحیح نیز میتواند نیاز به آمپراژ بالا را کاهش دهد. برای مثال، در جوشکاری MIG، استفاده از تکنیک “پولز” (Pulse) به جای اسپری مداوم میتواند آمپراژ میانگین را کاهش دهد و در عین حال، نفوذ خوبی ایجاد کند.
- در پروژههای بزرگ، جوشکاری را به بخشهای کوچکتر تقسیم کنید. این کار به دستگاه اجازه میدهد بین هر بخش کمی خنک شود و از رسیدن به محدوده بحرانی دما جلوگیری میکند.

پیامدهای نادیده گرفتن چرخه کاری
نادیده گرفتن چرخه کاری دستگاه جوش می تواند پیامد های ناخوشایندی داشته باشد که در ادامه به آنها می پردازیم:
- کاهش طول عمر دستگاه: تجاوز مداوم از چرخه کاری میتواند باعث کاهش چشمگیر طول عمر دستگاه شود. گرمای بیش از حد به قطعات الکترونیکی حساس آسیب می رساند و باعث فرسودگی زود هنگام آنها می شود. قطعاتی مانند ترانزیستورهای IGBT، خازن ها و عایق های الکتریکی به خصوص در برابر گرمای مداوم آسیب پذیر هستند. با هر بار گرم شدن بیش از حد، این قطعات کمی آسیب می بینند و در نهایت خراب می شوند.
- هزینههای تعمیر بالا: خرابی ناشی از تجاوز از چرخه کاری معمولاً شامل آسیب به قطعات اصلی و گران قیمت دستگاه می شود. تعویض قطعاتی مانند ترانزیستورهای IGBT یا برد کنترل هزینه بالایی دارد و در برخی موارد، هزینه تعمیر نزدیک به قیمت یک دستگاه جدید می شود. علاوه بر هزینه مستقیم تعمیر، زمان از دست رفته به دلیل خرابی دستگاه نیز می تواند هزینه های غیرمستقیم قابل توجهی ایجاد کند. تصور کنید در میانه یک پروژه مهم با برنامه ریزی مشخص، دستگاه جوش شما خراب شود. این می تواند به تأخیر در تکمیل پروژه و حتی جریمه های قراردادی منجر شود.
- کاهش کیفیت جوش: زمانی که دستگاه به محدوده بحرانی دمایی نزدیک می شود، عملکرد آن میتواند تحت تأثیر قرار گیرد. این امر ممکن است باعث ناپایداری قوس، کاهش نفوذ یا ایجاد عیوب جوش مانند تخلخل یا ادغام ناقص شود. در برخی موارد، ممکن است سیستم محافظتی دستگاه قبل از خاموش شدن کامل، آمپراژ خروجی را کاهش دهد. اگر جوشکار متوجه این تغییر نشود و تکنیک جوشکاری خود را اصلاح نکند، میتواند منجر به جوش با کیفیت پایین شود.
چرخه کاری یکی از مهم ترین مشخصه های فنی دستگاه های جوشکاری است که متأسفانه اغلب مورد غفلت قرار می گیرد. این پارامتر نشان دهنده توانایی دستگاه برای کار مداوم است و تأثیر مستقیمی بر بهره وری، کیفیت جوش و طول عمر دستگاه دارد.

اولین دیدگاه را ثبت کنید